一、研究目的
針對航空工業對國產 Ti-6Al-4V 鈦合金性能穩定性提出的更高要求,本文系統比較了兩種國內廠家鍛坯(I、II)在“退火"和“固溶+時效"兩種典型熱處理制度下的微觀組織演變與力學性能差異,旨在為實際生產中的熱處理工藝優化提供數據支撐和理論依據。
二、試驗方案
1. 原材料
• 規格:350 mm×120 mm×120 mm 鍛件;
• 化學成分:兩家 Al 6.29/6.41 %、V 4.25/4.23 %,其余雜質含量相近但 II 的 Fe、O 略高。
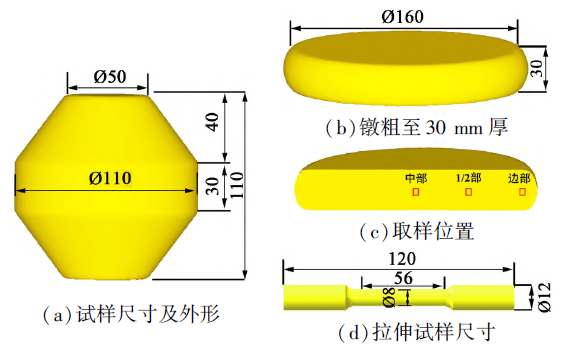
2. 熱變形
• 雙錐鐓粗:950 °C/1 h 保溫→一次鐓粗至 30 mm,獲得徑向梯度變形(中部 ε≈70 %,邊部 ε≈30 %)。
3. 熱處理制度
• 退火:730 °C×2 h AC;
• 固溶時效:950 °C×1 h WQ + 680 °C×4 h AC。
4. 表征方法
• OM、SEM:α 相形貌、β 轉變組織含量;
• 室溫拉伸:Φ5 mm 標準圓棒,ε?=1×10?3 s?1;
• 斷口觀察:韌窩、解理及裂紋擴展特征。
三、組織演變(按狀態展開)
1. 鍛態
鍛坯 I
– 動態再結晶,初生 α 相等軸均勻(≈20 µm);
– β 轉變組織體積分數高,呈典型雙態組織(α+β)。
鍛坯 II
– α 相尺寸略小但分布不均,中部仍保留部分扁平狀;
– β 轉變組織含量低,α/β 界面密度小。
2. 退火態(730 °C)
鍛坯 I
– 退火溫度低于再結晶溫度,組織變化有限,僅 α 相等軸度輕微提高;
– β 相分布基本不變。
鍛坯 II
– 儲存能較高,730 °C 下回復與球化顯著,中部扁平 α 相消失;
– 整體均勻性大幅提升,β 相彌散度增加。
3. 固溶時效態
兩鍛坯
– 初生 α 相部分溶解→β 相增加;
– 時效析出細針狀次生 α_s,厚度 50–200 nm,長度 1–3 µm;
差異
– 鍛坯 II 次生 α_s 體積分數高 8–10 %,片層更細;
– β 相晶粒尺寸 I≈8 µm,II≈5 µm,Hall–Petch 強化貢獻更大。
四、力學性能(取中部平均值)
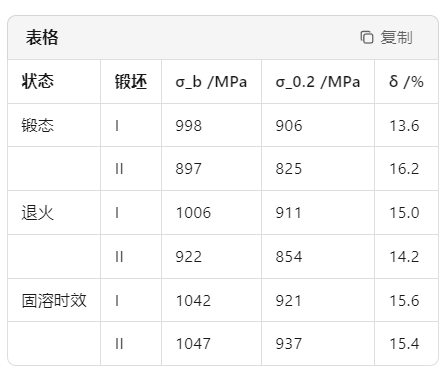

變化規律
• 退火后:I 強度微升(+8/+5 MPa),塑性↑;II 強度提升明顯(+25/+29 MPa),塑性略降。
• 固溶時效后:兩鍛坯強度均再提升 30–40 MPa;II 因細晶+高次生 α_s 強化,最終 σ_b 反超 I 5 MPa,且保持 δ≈15 %,強塑匹配最佳。
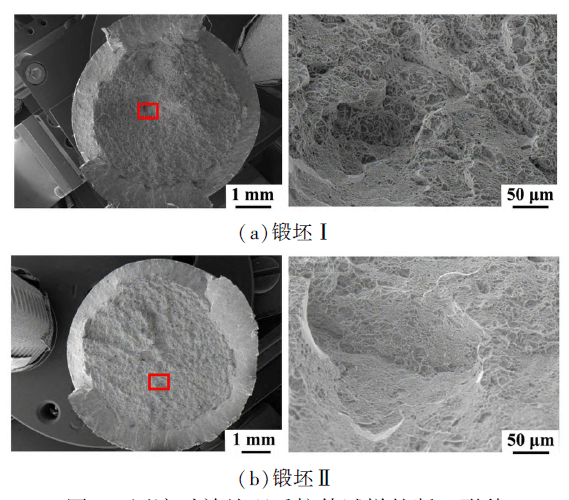
五、斷口特征
• 鍛態 I:平整,淺韌窩→低塑性;II:深韌窩→高韌性。
• 退火態:I 韌窩加深且均勻;II 韌窩變淺,出現局部撕裂脊。
• 固溶時效:兩鍛坯韌窩尺寸進一步減小,但數量密度高,呈現均勻微孔聚集型韌性斷裂,塑性差異縮小。
六、結論與建議

1. 不同廠家 Ti-6Al-4V 對同一熱處理制度響應差異顯著,最佳工藝必須“因料制宜"。
2. 鍛坯 I 初始組織已較均勻,退火即可滿足一般航空鍛件要求;若追求極限強度,可采用“950 °C/1 h WQ + 680 °C/4 h AC"。
3. 鍛坯 II 初始均勻性較差,730 °C 退火可顯著改善組織;若繼續固溶時效,可獲得更高強度(σ_b≈1047 MPa)且塑性損失甚微,適用于高載荷主承力件。
4. 生產現場應建立“化學成分-初始組織-熱處理窗口"數據庫,實現鍛坯批次差異化熱處理,確保國產 Ti-6Al-4V 力學性能的穩定與提升。
版權所有 © 2025 凱爾測控試驗系統(天津)有限公司 備案號:津ICP備18003419號-2 技術支持:化工儀器網 管理登陸 GoogleSitemap


